

Bu özel vaka çalışmasında, müşteri yaklaşan bir konferans için misafirlere hediye olarak sunmak üzere bir taşınabilir oyun konsolu hazırlıyordu. Son tarihe yetişmek son derece önemliydi ve hata payımız pek yoktu. Bu, tam anlamıyla bir üretim başarı hikayesi olmalıydı. Bir bileşen, doğrudan müşteri tarafından sağlanan bir joystickten oluşuyordu ancak veri sayfasına erişimimiz yoktu. Sıkı son tarih göz önüne alındığında, bunun olmadan ilerlemeye karar verildi.
Ağırlıklı olarak plastikten yapılan joystick, özel bir işleme ihtiyaç duyuyordu. Ancak, veri sayfası olmadan, ne önerilen yeniden akıtma profiline ne de maksimum sıcaklık toleransına sahip olabiliyorduk (sonradan veri sayfasının bu bilgileri içermediği ortaya çıktı). Bu nedenle, mühendislerin bazı tahminlerde bulunması gerekti.
Mühendisler, plastik parça için küçük bir düzeltme ile genel bir yeniden akıtma profili izlediler. Ancak bu yeterli değildi, çünkü ilk test örnekleri yeniden akıtma fırınından aşağıdaki erimiş kütle ile çıktı.


Mühendisler daha sonra bunları elle lehimlemeyi denediler. Öncelikle, diğer tüm yüzey montaj parçaları panolara her zamanki gibi monte edildi. Padler alt tarafta bulunduğundan, lehim pastası uygulandı ve sıcak hava tabancaları dikkatlice kontaklara ısı yönlendirmek için kullanıldı. Ancak, bileşen gövdesinin plastik parçaları, lehim pastası erimeden çok önce eridi ve bu da daha fazla karışıklığa ve israf edilen bileşenlere yol açtı.
Bu aşamada, müşterinin tasarımı tamamlanmıştı, tüm bileşenler temin edilmişti ve konferans tarihi hızla yaklaşmaktaydı. Yeniden tasarım veya parça değiştirme için bir izin yoktu.
Daha sonra mühendisler ana gövdenin PCB FR4 tabanından çıkarılabilir olduğunu fark ettiler. Bu durumda, önce standart yöntemlerle tabanı lehimlemek ve ardından plastik gövdeyi değiştirmek mümkün oldu. Bu yöntemle önce 10 parça test edildi, doğrulandıktan sonra geri kalanlar aynı şekilde monte edildi ve tamamlanan panolar konferanstan bir gün önce ulaştı.

Daha önce belirtildiği gibi, bileşen veri sayfası bu joysticklerin doğru montajı ile ilgili herhangi bir detay belirtmemişti. Parçanın doğru koşullar altında yeniden akıtma lehimlemesi yapılmış olabileceği mümkündü, her birini söküp yeniden monte etmek yerine. Ancak, kesin detaylar olmadan, sadece bileşenleri israf ederdik.
Yeniden Akıtma Profili

Lehim bağlantısının amacı, pad ile bileşen kontağı arasında güçlü bir elektriksel ve mekanik bağlantı oluşturmaktır. Genellikle, iyi bir yüzey montaj bağlantısı metalik kontağı ve padleri tamamen kapsar ve içe doğru bir fillet oluşturur. Belirli bir panodaki tüm bileşenler için bunu başarmak amacıyla, yeniden akıtma profili, veri sayfalarında belirtilen her bileşenin özel profilleri göz önünde bulundurularak ayarlanmalı ve daha büyük veya ısıya duyarlı parçalara daha fazla önem verilmelidir.
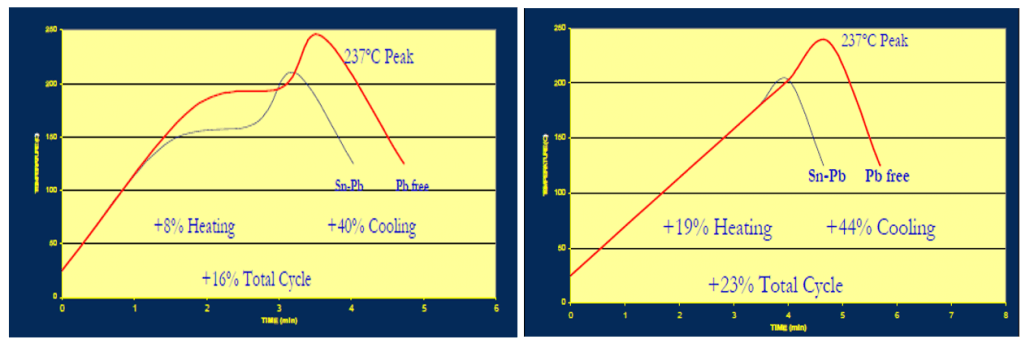
Genellikle iki tür yeniden akıtma profili vardır, kısaltmaları RSS ve RTS: Ramp-Soak-Spike (Yüksek Soak) profili ve Ramp-to-Spike (Düz Ramp) profili sırasıyla. RSS en yaygın olanıdır ve sıcaklık profili 4-5 belirgin bölüme ayrılmıştır.

A – Ön Isıtma
B – Soğutma
C – Yeniden Akıtma
D – Zirve sıcaklığı
E – Soğutma
Ön Isıtma: Ön ısıtma aşamasının yükselen eğimi, bileşen hasarını ve lehim sıçramasını önlemek için dikkatlice kontrol edilmelidir. Örneğin, seramik kapasitörlerin hızlı ısıtılması, iç ve dış katmanların eşit olmayan bir hızda genişlemesine neden olarak çatlamalara yol açabilir. Aynı zamanda, yavaş bir hız üretim sürelerini uzatır. Genel olarak, 1.5°C/s ile 3°C/s arasında bir hız iyi bir uzlaşmadır.
Soğutma: Soğutma aşamasında, lehim pastasının uçucu maddeleri atmasına ve akı aktivasyonuna zaman tanınır. Tipik soğutma süresi 60 – 120 saniye arasındadır. Bu süre çok kısa olursa, yetersiz gaz çıkarma ve oksit azaltma ile sonuçlanabilir, ancak çok uzun olursa akı tükenebilir, her ikisi de lehimleme hatalarına yol açabilir. RTS profili, panonun PCB’nin cam geçiş sıcaklığının üzerinde kalma süresini azaltmak için bu aşamayı içermez, bu da pananın deforme olma riskini artırır.
Yeniden Akıtma: Yeniden akıtma veya sıvıdan yukarıda kalma süresi (TAL) aşaması, fırının sıcaklığının lehim pastasının erime sıcaklığının üzerine çıktığı ve dolayısıyla sıvı hale geldiği bölümdür. Aktif akı, lehim parçacıklarının birleşmesine yardımcı olur ve bakır ile lehim alaşımı arasında intermetallic bileşiğin oluşumuna yardımcı olur. En iyi tabaka kalınlığı 0.5 – 1.0µm’dir.
Zirve sıcaklığı: Yeniden akıtma profilindeki maksimum sıcaklık. Bu sıcaklık, montajdaki en ısıya duyarlı bileşen tarafından belirlenir, bu durumda joystick olurdu ve veri sayfasına atıfta bulunarak çıkarılabilirdi. Örneğin, tantal kapasitörleri 260°C’de 10 saniyeden fazla ısıtılmamalıdır.
Soğutma: Ön ısıtma ile benzer şekilde, termal şoku önlemek ve katılaşma sırasında güçlü bir bağlantının oluşumunu teşvik etmek için dengeli bir soğutma gereklidir. Genellikle yaklaşık 4°C’lik sabit bir soğutma eğimi önerilir.
Joystick örneğinde olduğu gibi, bileşenlerin termal özelliklerine erişimin olması, özel montaj dikkate alınıp alınmayacağını değerlendirmek için önemlidir. Lehim pastası türü ve PCB panolarının boyutları gibi diğer faktörlerle birlikte, optimal lehim yeniden akıtma için uygun bir yeniden akıtma programı türetilebilir.
Seeed Fusion çevrimiçi üretim hizmetleri on yıldan fazla bir süredir Turnkey PCB Montaj hizmetleri sunmaktadır. Anlık fiyat teklifi platformunu öncüsü olan Seeed Fusion’ın çevrimiçi sistemi, biçimlendirilmiş BOM dosyalarını okuyabilir ve bileşen maliyetini ve mevcudiyetini doğrudan çıkararak size birkaç saniye içinde hızlı bir teklif almanızı sağlar. DigiKey ve Mouser gibi ortaklardan, yerel Çinli üreticilerden ve daha fazlasından temin edilen Seeed Fusion PCB Montaj hizmeti kolayca en uygun ve erişilebilir hepsi bir arada hizmetlerden biridir.